В настоящее время покупателям предлагаются ленточные п олотна нескольких видов.
-
Биметаллические
. Полотно состоит из двух частей: основания и режущей части. Основание изготавливается и более дешевых марок стали, для зубьев используются высоколегированные особо прочные металлы. Такой подход увеличивает ресурс работы пилы при одновременном понижении ее себестоимости.
 Биметаллические ленточные пилы (полотна)
Биметаллические ленточные пилы (полотна) -
С наплавками из твердых сплавов.
Возрастает
только прочность режущей кромки зубьев.
 Ленточная пила по металлу Sinus Black TAP
Ленточная пила по металлу Sinus Black TAP -
С напылением
. Применяются
микрочастицы
из твердосплавных марок стали, режущая кромка может быть непрерывной или
прерывистой
.
За счет точного подбора размеров частичек напыления изменяются режимы резания.
 Алмазные полотна
Алмазные полотна



Для низкооборотного оборудования рекомендуется выбирать пилы из углеродистой инструментальной стали, твердость зубьев может увеличиваться за счет закаливания. Такие пилы относятся к категории наиболее дешевых, но имеют ограниченные технические характеристики. Для высокоскоростных станков рекомендуется использовать биметаллические пилы, режущая кромка у них сделана из высоколегированных марок, а основа из пружинной стали. Ресурс их работы , при соблюдении рекомендованных режимов использования , в десять раз превышает обыкновенные.
Пружинные марки стали отличаются высоким сопротивлением усталостным явлениям, за счет чего уменьшается вибрация во время распиливания металлов, станки дают отличную точность и чистоту пропил а. Специальная форм а и величина разводки зубьев уменьша ет ширину пропила – понижаются энергопотери и количество непродуктивных отходов.
Содержание
Перечень наиболее из в естных пил
Мы даем только к р аткий перечень наиболее часто используемых ленточных пил в зависимости от металла и режимов резания. Фактически производителей довольно много, но большой разницы в технических характеристиках их продукции нет.
| Наименование марки | Краткое описание технических характеристик и сферы использования |
|---|---|

SECURA / BIMETAL M42
|
Пила изготовлена из двух марок стали (биметаллическая). Режущая часть – инструментальная сталь HSS M42, твердость 68 HRc. За счет специального угла разводки зубьев пила не клинит в пропиле при резании тяжелого профилированного проката. Ударопрочная марка стали эффективно гасит сильные динамические нагрузки и поглощает вибрацию, такие свойства увеличивают время пользования режущим инструментом. |

DELTA / BIMETAL M42
|
Сталь для подложки имеет не менее 4% хрома, что придает ей высокую твердость при одновременном сохранении гибкости, зубья из легированной стали с увеличенным до 8% содержанием кобальта. За счет разработки уникального переднего угла режущей кромки зуба появляется возможность разрезать толстостенные трубы на станках маятникового и двухколонного типа. |

RADIAL / BIMETAL M42
|
Твердость металла изготовления зубьев ? 68 HRc. Пила считается оптимальным режущим инструментом во время обработки цельных заготовок из легированных и высоколегированных сталей. Может устанавливаться на станках двухколонного типа или вертикальных моделях. Передний угол наклона зуба 16°, заточка трехгранная, специальная разводка минимизирует риски заклинивания из-за несвоевременного удаления опилок. |

MASTER / BIMETAL M42
|
Переменная высота зубьев оказывает положительное влияние на процесс резания твердых марок сталей. Передний рабочий зуб имеет наклон 10°, зубья с трех сторон обработаны эльбором – в разы увеличивается износостойкость поверхности. Загребенная разводка позволяет уменьшать нагрузку на основания зубьев и увеличивает гарантированные часы эксплуатации. |
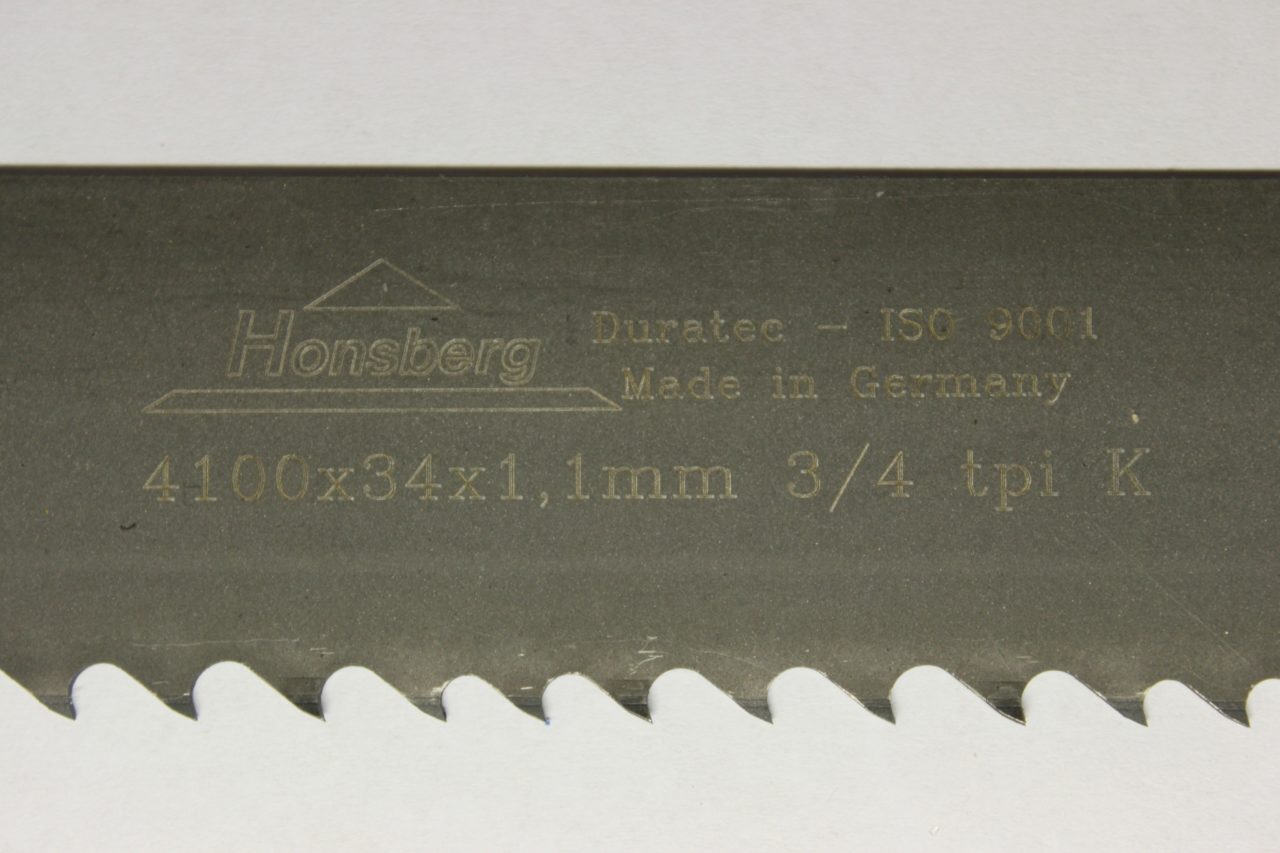
DURATEC / BIMETAL M51
|
Для режущей кромки пилы использована сталь HSS M51, увеличенное процентное содержание вольфрама (до 10%) повышает жаропрочность. Сталь отлично противостоит термическому и абразивному износу, не меняет своих первоначальных свойств при длительном воздействии повышенных температур. Ресурс полотна возрастает, разрешается резание заготовок с большим поперечным сечением. |

AURUM / BIMETAL M51
|
Биметаллическая пила, основание изготовлено из стали с содержанием хрома не менее 4%, для режущих зубьев применяется быстрорежущая сталь марки HSS М51/ материал №. 1.3207. Положительный угол заточки 16°, использована патентованная разводка, облегчающая рабочий ход и уменьшающая ширину пропила. Рекомендуется для обработки сплавов на никелевой основе, твердость может достигать 50 HRc. |

SINUS SET TSS
|
Патентованная заточка типа Sinus Set создает на зубьях различные по вместительности стружкосборники – облегчается усилие рабочего хода, понижается температура нагрева зубьев. Рез повышенного качества, в большинстве случаев не требует финишной доводки. Пила рекомендуется к использованию на всех типах лентопилочного оборудования. Может резать заготовки с большими внутренними напряжениями. |

CERRUS CONTINUOUS
|
Полотно не имеет привычных зубьев, распил делается специальным карбид-вольфрамовым напылением. Такие пилы могут резать самые твердые сплавы и марки стали. Кромка напыления непрерывная, наносится по инновационной технологии, за счет чего увеличивается ресурс пилы. Размер зерен выбирается в зависимости от технических требований к качеству среза и свойств заготовок. |
SUPER
|
Изготавливается из одной марки стали, прочность зубьев повышается при специальной термической обработке. Зубья токами высокой частоты нагреваются до заданной температуры, выдерживаются и охлаждаются по расчетному графику. В результате закаливания твердость повышается с 43 HRc до 66 HRc. Пила предназначена для резки низколегированных сталей, твердость заготовок не должна превышать 22 HRc. Полотна могут иметь зубья с наклоном 10° (форма K) или без наклона (форма S). |

SINUS TNF B
|
Используется для резки сплавов на основании алюминия, устанавливается на высокопроизводительное высокоскоростное оборудование. Наличие положительного переднего угла наклона зуба с увеличенной впадиной для выхода стружки обеспечивает оптимальные режимы резания металла. |
Широкий ассортимент пил дает возможность выбирать самую подходящую для каждых условий, инструмент работает в рекомендованных параметрах . За счет этого увеличивается производительность, повышается качество среза и возрастает ресурс работы пилы.
Цены на популярные модели полотен для ленточной пилы
Типы ленточных пил
В зависимости от особенностей производственного процесса, объема резания и технических параметров деталей промышленность выпускает несколько типов ленточных пил, к каждому из них надо подбирать собственное полотно.

Как различаются современные станки?
- По направлению движения полотна . Оно может располагаться в горизонтальном или вертикальном положении .
- По мощности электрических приводов. Есть оборудования для бытового использования мощностью до 2 кВт, диаметр пил для них самый маленький. Промышленные предприятия работают на стан ках с мощностью двигателя привода более 3,0 кВт.
- По скорости движения полотна. Абсолютное большинство современных станков имеет несколько скоростей. В зависимости от конкретного типа она может изменяться от 10 м/с до 100 м/с.
- По марке стали полотна. Пи лы бывают из одного металла или биметаллическими, с различным материалом изготовления зубьев, особыми видами заточ ек, уклонов и т. д. Параметры подбираются на производстве учетом характеристик заготовок, требований к качеству среза и объема работы.
- По конструктивным особенностям станков. Они могут быть одноколонными и двухколонными, горизонтальными и вертикальными.

Правильно подобранная пила не только оказывает положительное влияние на качество и производительность резания, но и повышает безопасность труда.
ГОСТ Р 53924-2010. Полотна ленточных пил.
Пошаговая инструкция по замене ленточной пилы
Рассмотрим процесс замены ленточной пилы на ручном станке для резки металлических заготовок.
Важно. Перед началом работ нужно убедиться в полном обесточивании оборудования. Надо не только нажать на кнопку управления, но и отключить питание на автомате разъединител я .
Внезапное включение питания обязательно становится причиной тяжелейших травм, многие из них опасны для жизни. Никогда не нарушайте правила техники безопасности, они написаны на основании чьих-то ошибок и травм.
| Шаг, №№ | Описание |
|---|---|

Шаг 1
|
Откиньте защитный кожух механизма привода ленточной пилы. Он фиксируется на нескольких защелках, в нижней части имеются монтажные петли. |

Шаг 2
|
До предела ослабьте натяжение пилы. Для этого необходимо покрутить против часовой стрелки специальный рычаг, расположенный на торце корпуса станка. При вращении винта натяжное колесо смещается в сторону приводного и таким образом ослабляет натяжение ленточной пилы. |

Шаг 3
|
Снимите пилу с натяжного шкива, затем достаньте ее с направляющего механизма и лишь затем с приводного шкива. Работайте в плотных перчатках, не повредите руки. Не изгибайте полотно пилы сильно, при выравнивании оно может травмировать рабочего. Пила в направляющем механизме удерживается подшипниками, они выравнивают срез и гасят вибрации. Для эффективной работы обоймы подшипников плотно прижимают полотно, доставать его оттуда следует резким ударом руки. Не пользуйтесь молотками, они могут повредить детали станка. |

Шаг 4
|
Достаньте новую пилу, очистите ее от технического масла, сделайте визуальную ревизию. При обнаружении заводских дефектов пользоваться пилой категорически запрещается. Начинайте вставлять полотно в направляющее приспособление, оно должно плотно войти в подшипники. Если все встало на свои места, то вы должны почувствовать момент вхождение полотна в соприкосновение с обоймами – усилие увеличится, верхняя кромка полотна упрется о металлическую поверхность. |

Шаг 5
|
Аккуратно наденьте пилу на ведущий шкив, а затем на ведомый. Установите ее точно на предыдущее место. Немного натяните полотно вращением маховика натяжения. Еще раз поправьте положение пилы в роликах и опять подтяните пилу. На этом этапе пила не натягивается до рабочих значений, а только подтягивается для правильной укладки. Натягивать пилу при открытом кожухе категорически запрещается инструкцией по пользованию оборудованием. |

Шаг 6
|
Закройте на защелки кожух пилы. Замена режущего инструмента сделана, но работать на станке еще нельзя – пилу необходимо отрегулировать. Алгоритм действий немного изменяется с учетом технических данных станков, но принцип один и тот же. |
Видео – Замена полотна на пиле
Регулировка ус тан о вленной пилы

Мы уже упоминали, что перед началом работ надо внимательно изучить инструкцию производителя, в ней прописаны нюансы. В этой статье мы расскажем лишь об универсальных операциях, их следует выполнять на всех без исключения типах оборудования.


Шаг 1 . Откройт е смотровое окно на кожухе. Перед этим пилу надо опустить в горизонтальное положение, в противном случае вы не сможете смотреть в отверстие окна.
Шаг 2 . Поворачивайте маховик натяжения и контролируйте положение шкалы.

После того как указатель сместится в зеленую зону, натяжение следует прекратить. В еличина натяжения примерно 300 Н /мм, пр и недостаточном натяжении срез к осой, а при избыточном полотно может разорваться.
Шаг 3 . Включите питание и проверьте правильность установки пилы. Станок должен работать тихо без нехарактерных звуков.
Практический совет. При первом резании новым полотном надо все скорости подачи установить в минимальное или среднее значение. Так полотно прикатывается, что увеличивает рес у рс его работы.
При появлении вибраций медленно уменьшайте скорость до полной остановки и проверьте все регулировки. Для обкатки требуется примерно 15 мин., потом можно работать на привычных режимах резания.
Если при включении пилы полотно ведет себя неправильно, появились нехарактерные звуки, наблюдается чрезмерная вибрация, то надо после замены отрегулировать роликовые направля ющие в о время замены полотна они могут сбиться. Делается это в несколько шагов.
- Ослабьте винты крепления заднего ролика и установите его на расстоянии не более 0,1 мм от спинки полотна. Сильно закрутите винты.
- Ослабьте винты фиксации твердосплавных направляющих, отодвиньте их от полотна. Затем медленно поворачивайте шестигранным ключом эксцентриковый вал до тех пор, пока зазор не будет равняться 0,05 мм. Параметр проверяется специальным металлически м щупом. Все в норме – сильно затяните гайки.
- Отрегулируйте боковые направляющие таким образом, чтобы они слегка касались поверхности потолка. Шатаний не должно быть, но и не перетягивайте.


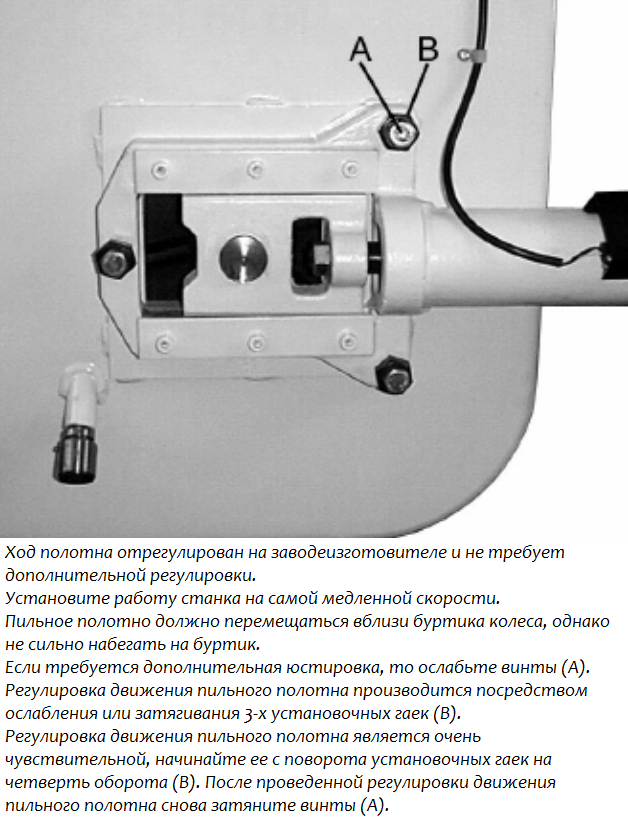
Если и это не помогло , то надо отрегулировать ход полотна.
Важно. Эти работы делаются на работающем станке, будьте крайне внимательными и осторожными.
Станок надо переключить на минимальную скорость движения полотна . Если полотно не перемещается вблизи буртика шкива , то необходимо выполнять юстировку. Для этого ослабляются винты фиксации колеса, а поворотом гаек против или за часовой стрелки шкив немного смещается влево или вправо. Это очень чувствительные и тонкие работы, не откручивайте винты более четверти оборота, постоянно наблюдайте изменение положения плоскости полотна. Как только все встанет на рекомендованные позиции, сильно затяните винты.
Узнайте, какие электролобзики входят в топ 10 лучших в категории цена-качество, в специальной статье на нашем портале.
Цены на популярные модели ленточных пил
Видео – Ленточная пила, обзор

Девушки с yesvladimira.ru встречаются только в месте, указанное вами, и только когда есть отличное настроение, проверенные феи Владимира, чтобы встреча была яркая и незабываемая. И хотя это удовольствие скрывает множество интриги, интим услуги от опытных путан, имеет целый перечень положительных моментов. Сексуальные проверенные феи Владимира, пылкие и страстные, они такие изобретательные и оригинальные, что у любого появится желание. Выбери девушку сейчас.